Step 2 – Another Key Investment for Success with a Root Cause Investigation

An investigation is directly related to measuring performance. When we measure performance, we hope to see a fairly steady, predictable result (Figure A). Occasionally, however, that performance drops (Figure B).
 |
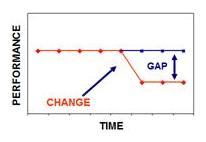 |


A drop in performance happens because something changed. To find and eliminate that change we conduct an investigation.
The Model
Figure C is our model for the investigation – the Investigation Roadmap. Today we’ll explore Step 2.

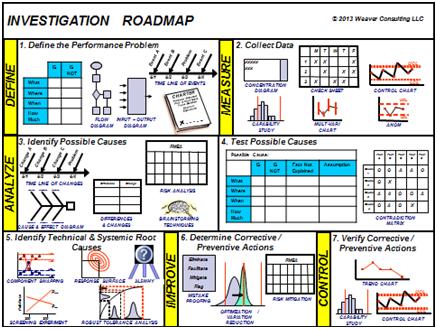
Step 2: Collect data
To illustrate Step 2, I will continue to use our example of a “widget” that was introduced in the last article. The widget is assembled, placed into a pouch, the pouch is sealed, and the batch sterilized and released. Customers are complaining that some of the pouches are open upon receipt. We previously developed an IS / IS NOT Diagram for the “Where” questions and the information we received is repeated in Figure D.


By collecting data we hope to accomplish 3 things:
- Assure each set of data is absolutely true. If not, our investigation will go in the wrong direction and we’ll waste valuable time and resources.
- Dig deeper and capture more detailed facts about the issue.
- Look for additional patterns in the data – clues to unraveling the mystery and finding the change.
Measurement plan
Even when investigators do make the time to gather the facts, it is all too often done in a capricious manner. Instead, we’ll construct our measurement plan by expanding the IS / IS NOT Diagram as shown in Figure E. (Only a partial rendering is shown.)

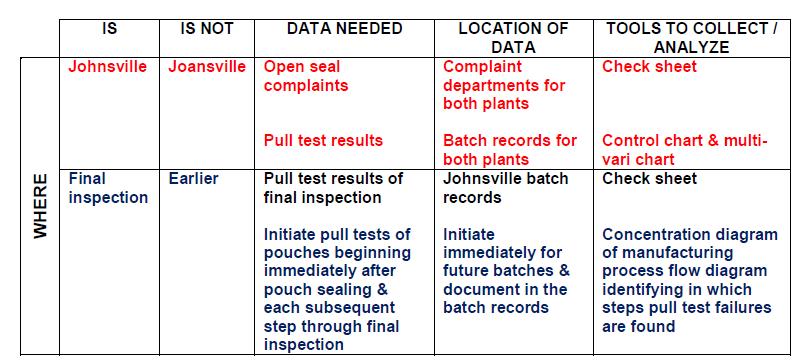
For example, the first entry (data in red) indicates that the defects are from widgets produced in Johnsville, but not Janesville. We need data to assure that only widget pouches produced in Johnsville are receiving these complaints. To verify we’ll need to see the complaint data from both facilities. We can analyze that data using a check sheet. Additionally, in the last article we also learned that some final seals on the widget pouches produced in Johnsville were failing a “pull test”. We’ll want to see the results from those tests for both facilities to verify the issue is confined to Johnsville and to understand the range of values obtained from that test.
The second entry (data in blue) indicates that the earliest point in the process where pouches are found to fail the pull test is at final inspection. This is the only place where the pull test has been initiated as a result of customer complaints. Yes, we want to verify this is true, but we also want to identify the earliest point in the process where a weak pouch seal exists. Therefore, we are initiating pouch pull tests after each production step starting with the final heat seal step (since this is the only seal not meeting requirements). By capturing this information on a concentration diagram it will be evident where in the production process this defect can first be found.
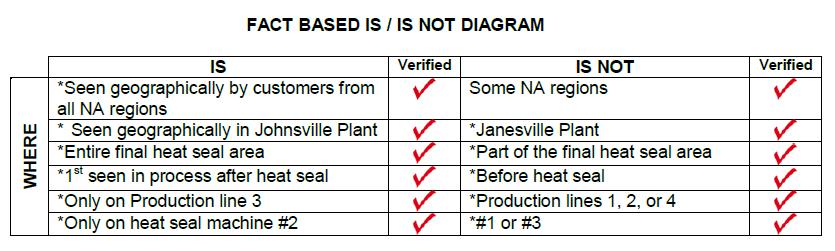
Updating the IS / IS NOT Diagram with the facts
Once the measurement plan has been executed and the data collected and analyzed, we update the IS / IS NOT Diagram with the facts as seen in Figure F. (Note: Figure F displays additional new facts beyond what was discussed in the abbreviated example above.)
At this point:
- All the entries have been verified as factual
- New, more detailed facts have been collected
- Additional patterns have been identified

Summary
As a result of this second critical investment of time and money:
- We are assured we are working with facts and not fiction;
- We have gathered additional, more detailed facts; and
- We have identified additional patterns (clues) that will help us find the change responsible for this issue.
I have never conducted any investigation where all the information provided up front was 100 percent accurate and complete! However, in my early days, I blithely moved forward in whatever direction the information indicated, only to realize days (or weeks) later that some of that information was incorrect and precious time and money had been wasted.
The next installment of the CAPA Corner blog will cover Step 3: Identifying possible causes (and avoiding a common mistake that typically occurs with this step).
Related Articles
-

Companies can make mistakes during drug and device development and in the post-marketing maintenance phase, but all too often, organizations apply a temporary solution to the problem and move on. In this article, Helen Lowe at Arriello addresses how Corrective…
